Ogni impianto nasce da un percorso strutturato che parte dall’ascolto delle esigenze del cliente e si sviluppa attraverso un’attenta fase di consulenza tecnica. Nel nostro studio analizziamo spazi, obiettivi produttivi, consumi energetici e prospettive di crescita, trasformando ogni richiesta in un progetto concreto, efficiente e sostenibile.
Dalla progettazione esecutiva alla realizzazione in officina, seguiamo ogni fase con precisione e controllo qualità, fino all’installazione e alla messa in produzione. Il risultato sono impianti produttivi affidabili, performanti e studiati per garantire continuità operativa, ottimizzazione dei costi e massima valorizzazione delle risorse disponibili.
Essiccazione di inerti e guaina riciclata: innovazione ed efficienza energetica
Cliente: Beton Asfalti
Esigenza del cliente
Quando Beton Asfalti si è trovata di fronte alla necessità di valorizzare la guaina bituminosa proveniente dal rifacimento dei tetti, la sfida era complessa: trasformare un materiale di scarto, normalmente destinato alla combustione, in una risorsa riutilizzabile.
Il primo passo è stato individuare un processo efficace di lavorazione. Dopo la macinazione, infatti, il materiale risultava umido e quindi inutilizzabile senza un’adeguata fase di essiccazione.
È in questo contesto che nasce la collaborazione con LFM di Losi Alberto, realtà specializzata nella progettazione e realizzazione di impianti di essiccazione industriale. Attraverso test mirati effettuati su campioni forniti dal cliente, è stato possibile validare in una sola giornata l’efficacia del processo: la guaina poteva essere essiccata con successo, aprendo nuove prospettive sia operative che economiche.
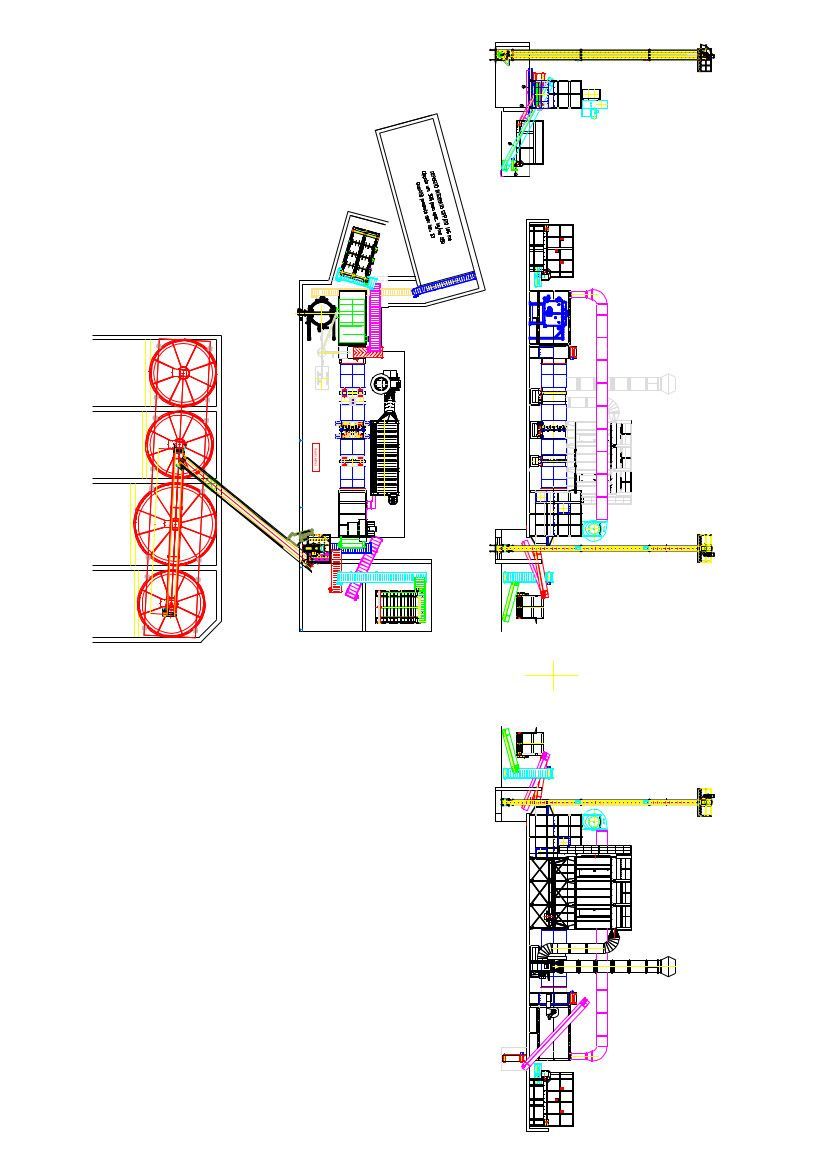
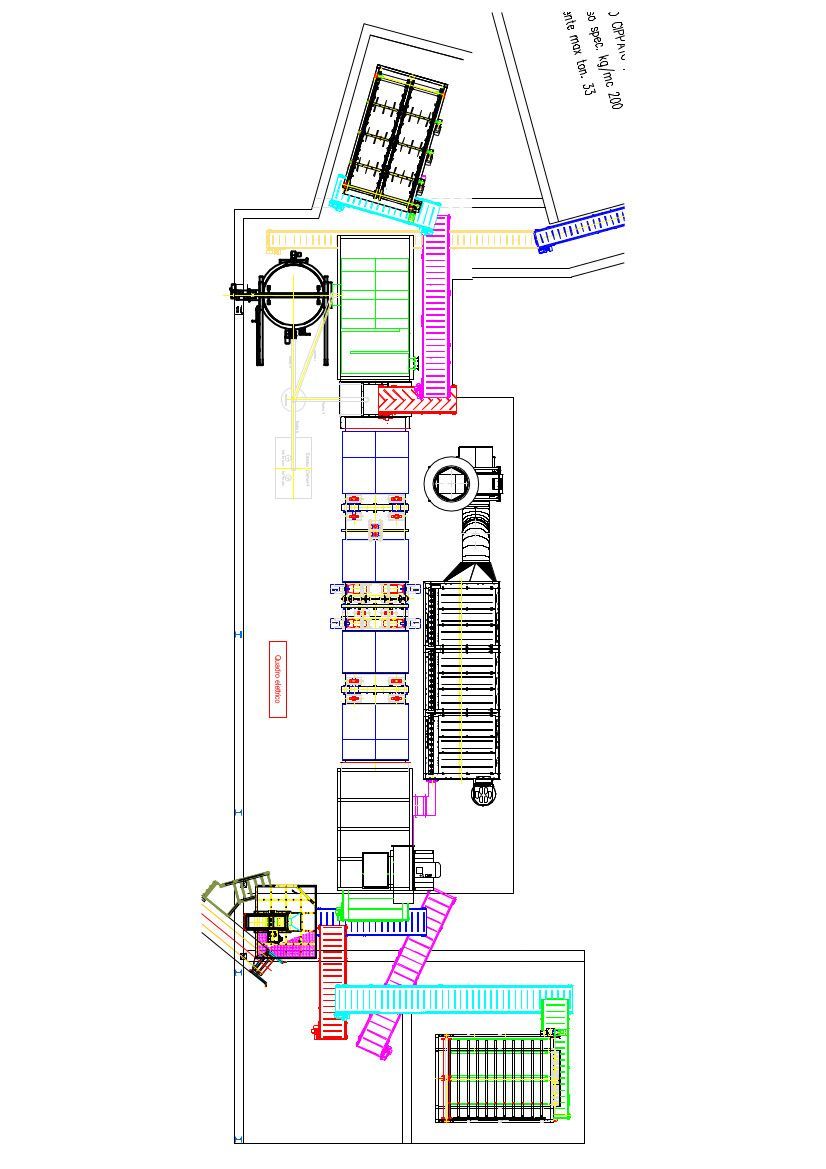
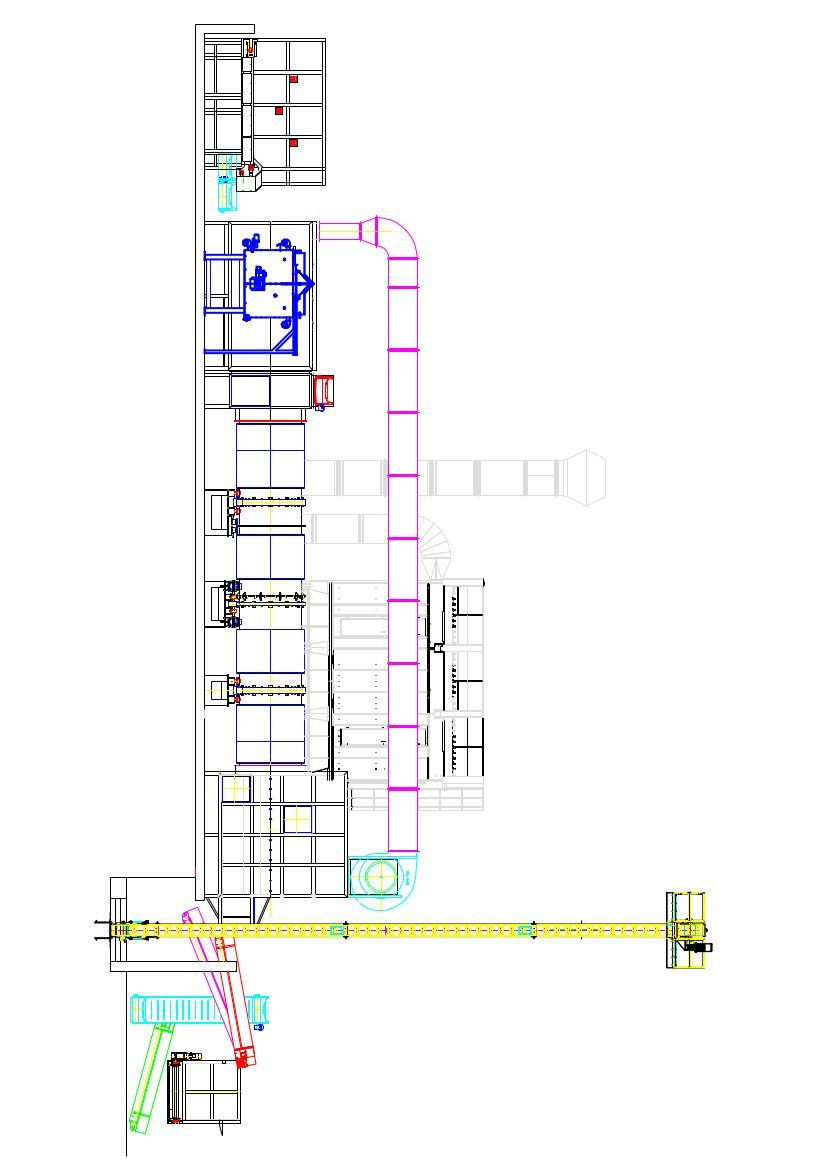
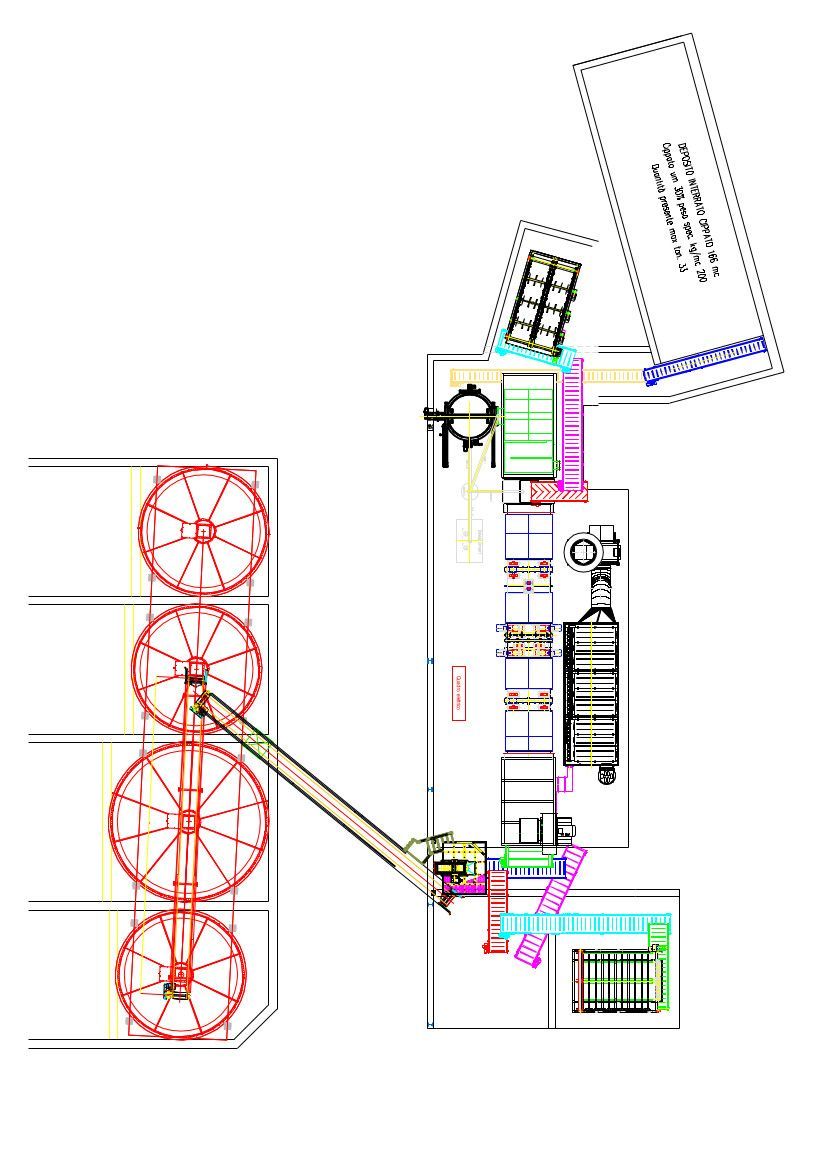
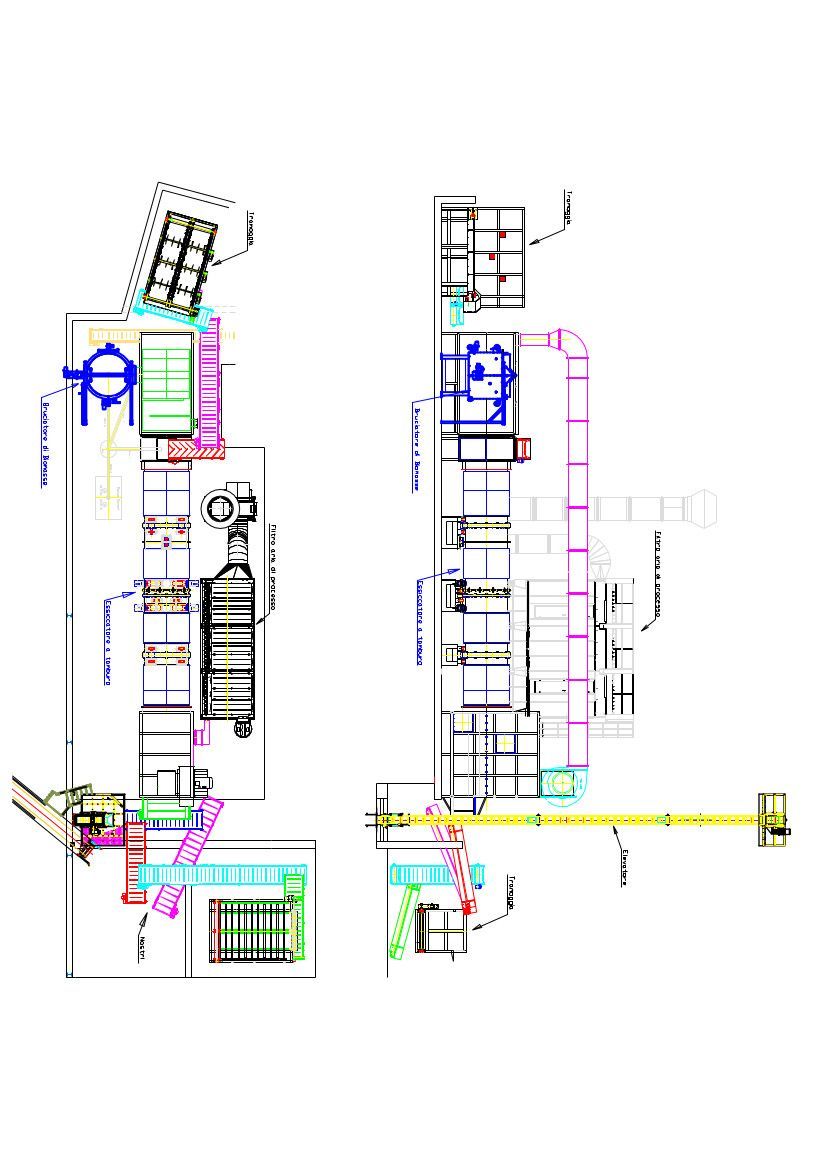
La progettazione sviluppata da LFM di Losi Alberto ha portato alla realizzazione di un essiccatoio a tamburo da 2000 mm, dimensionato sulle reali esigenze produttive del cliente. Ma la vera innovazione è arrivata con l’introduzione di un bruciatore a biomassa a gassificazione, alimentato a cippato.
Questa scelta ha rappresentato una svolta decisiva: il costo dell’energia termica si è ridotto fino a 4-5 volte rispetto ai combustibili fossili come metano o gasolio. Un vantaggio che ha reso sostenibile non solo l’essiccazione della guaina, ma anche quella degli inerti, attività normalmente non conveniente dal punto di vista economico.
L’impianto consente oggi di lavorare circa il 50% degli inerti aziendali al di fuori del ciclo principale, riducendo l’utilizzo di combustibili tradizionali e privilegiando una fonte rinnovabile come il cippato. Questo comporta un doppio beneficio: abbattimento dei costi e riduzione dell’impatto ambientale.
Il sistema è ulteriormente ottimizzato grazie all’integrazione di pannelli fotovoltaici e a un innovativo recupero del calore: l’aria, mai completamente satura, viene parzialmente riciclata e reimmessa nel processo, aumentando l’efficienza complessiva dell’impianto.
Un nuovo modello di economia circolare
Ilrisultatoè un sistema avanzato che trasforma un rifiuto in risorsa, riduce i costi energetici e introduce un modello concreto di economia circolare nel settore.
Un progetto firmato LFM di Losi Alberto, che dimostra come innovazione tecnologica e sostenibilità possano convivere, generando valore reale per l’azienda e per l’ambiente.
Valorizzazione scarti zootecnici e produzione di lettiera
Cliente: Azienda Agricola Bartolomei
Esigenza del cliente
Gestire in modo sostenibile gli scarti zootecnici derivanti da bovini da latte, riducendo l’impatto ambientale dovuto all’eccesso di azoto nei terreni e, allo stesso tempo, trovare una soluzione per il riutilizzo del materiale come lettiera alternativa alla paglia.
Soluzione
Sviluppata da LFM Losi
LFM Losi ha progettato un sistema integrato che sfrutta il processo di digestione anaerobica per trasformare il letame in biogas (circa 50% metano) e successivamente valorizza il digestato tramite essiccazione.
Caratteristiche dell’impianto:
Essiccazione del digestato con umidità iniziale fino all’80%
Umidità finale intorno al 10% → stabilità batterica garantita
Funzionamento continuo 24/7
Bassi consumi elettrici (energia in gran parte autoprodotta)
Elemento distintivo è l’utilizzo del calore di scarto dell’impianto biogas, che viene recuperato e reimpiegato nel processo di essiccazione.
Risultato
Riduzione dell’impatto ambientale (azoto nei terreni)
Produzione interna di lettiera igienica e stabile
Recupero energetico totale di calore altrimenti disperso
Migliorare la qualità del foraggio evitando perdite nutrizionali e contaminazioni batteriche.
Il metodo tradizionale prevede l’imballaggio al 20% di umidità, con conseguente degradazione del prodotto. L’obiettivo era anticipare la raccolta (fino al 40%) ed essiccare successivamente in modo controllato.
Soluzione
Sviluppata da LFM Losi
LFM Losi ha progettato un impianto ad alte prestazioni, in grado di essiccare rapidamente il foraggio mantenendone intatte le proprietà nutritive. Caratteristiche tecniche distintive:
Potenza cinetica fino a 2–5 volte superiore agli standard di mercato
Potenza termica fino al doppio rispetto alla media
Fino a 30.000 kcal/h per balla
Elevata capacità di penetrazione dell’aria nella balla → tempi ridotti
Sistema avanzato di recupero energetico
L’impianto integra più fonti di recupero del calore:
Intercapedine sul tetto (15 cm) con recupero fino a 800 kcal/m² da irraggiamento solare
Integrazione a metano solo quando necessario
Recupero calore da gruppo elettrogeno
Ricircolo parziale dell’aria di processo
Bruciatore installato con capacità fino a 1,5 milioni di kcal.

































 |
Questa azienda è presente anche su
|
Questa azienda è presente anche su  e
e 